
CNC加工中心加装NSK高频铣用于梅花槽铣削加工实例
文章出处:NAKANISHI高速主轴一级代理商
人气:-发表时间:2021-09-04 10:52:00
CNC加工中心加装NSK高频铣用于梅花槽铣削加工实例
随着我国医疗卫生的发展,医疗骨钉纳入了医保体系,国产骨钉运用广泛,而骨钉上的梅花槽是个加工难点,常规机床设备无法符合其加工要求,在此给大家推荐用NSK高频铣来实现高效加工,以下是NSK高频铣加装在CNC加工中心机床设备上的实际加工案例。

NSK高频铣因高精度、高转速、体积小等优势被广大行业加工领域所运用。转速高达8万转及范围内可无极调速,在高速旋转下跳动精度在1μm内,特别适用于小尺寸产品的超精密加工。
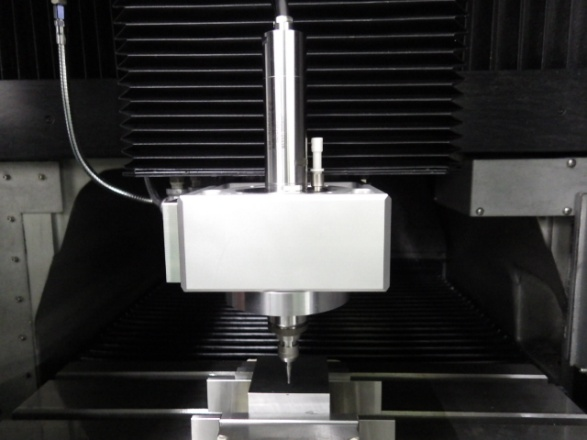
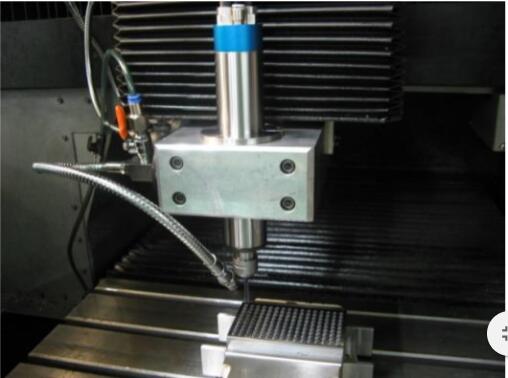
NSK高频铣BM-320F柄径φ20mm,可通过CNC加工中心簧刀柄配φ20mm弹簧夹头夹持固定,后直接装于机床设备上,安装方便快捷,既满足加工要求,还能大幅度提高产品加工质量。
以下是NSK高频铣BM-320F用于铣削梅花槽应用实例:

加工主轴:BM-320F
加工材质:Ti-6Al-4V
铣削工具:超硬涂层立铣刀φ0.5*2L
加工转速:35,000min-1
进给速度:150mm/min
加工步骤:螺旋进刀0.05mm*0.15mm
加工深度:1.8mm

梅花槽铣削加工难点:加工尺寸小,需选用对应的小径铣刀,对转速有要求,常规机床设备速转就2万转左右,无法满足加工要求;
加工时,高速旋转下铣刀的摆动直接影响到使用寿命。所以加装NSK高频铣用于梅花槽铣削对加工效率,质量及刀具使用寿命都有极大提升。
下一篇:已经是最后一篇了上一篇: 津上走芯机S205A加装高频铣BM-320F,用于钻微孔
此文关键字:高频铣 CNC加工中心


同类文章排行
- CNC加工中心加装NSK高频铣用于梅花槽铣削加工实例
- 津上走芯机S205A加装高频铣BM-320F,用于钻微孔
- 日本NAKANISHI高速主轴在CNC加工中心的广泛应用
- SCM420合金钢钻孔实在太难了,用什么主轴好?
- 这样的机械臂自动化去毛刺主轴,您见过吗?
- φ10mm钢材钻孔用日本高速电主轴RAS-151E
- 碳钢(S50C)钻小孔φ2mm,用这款小型高速电主轴
- 碳素钢钻φ2mm孔,可用EMS-3060K高速电主轴
- 汽车齿轮倒角加工去毛刺,用日本NAKANISHI高速主轴
- 不锈钢、碳素钢等材质钻孔,就用高速主轴BMS-4020
最新资讯文章
您的浏览历史
