
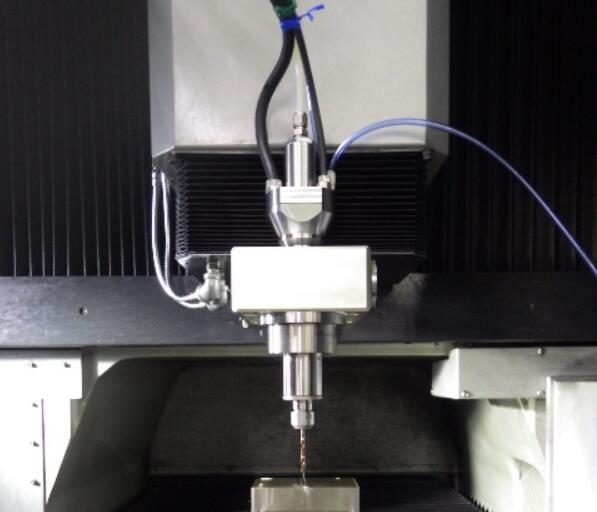
加工中心钻500个0.8mm小孔,加装NAKANISH增速刀柄
文章出处:NAKANISHI高速主轴一级代理商
人气:-发表时间:2023-10-13 15:14:00
加工中心钻500个0.8mm小孔,加装HES510增速刀柄

加工中心想要在铝件上钻500个0.8*10mm小孔,怎样提高钻孔效率呢?微小孔加工,想要提高钻孔效率,且保证钻孔精度,钻头不易断,可以加装中西NAKANISHI高速电主轴HES510系列,又称为加工中心增速刀柄,加工中心增速器等。

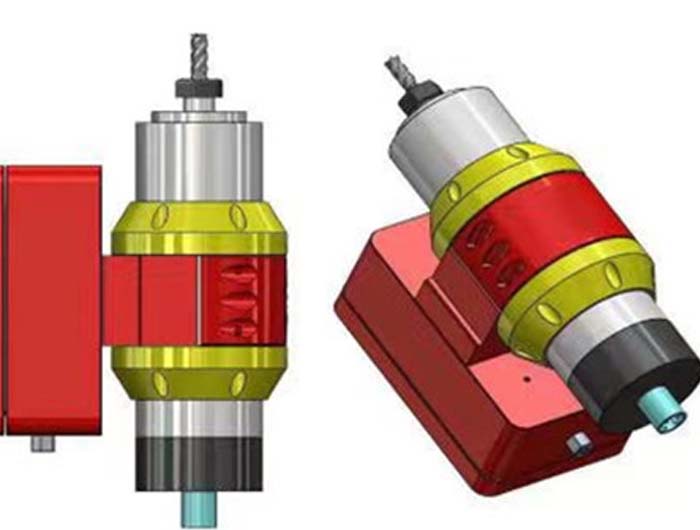
HES510系列增速刀柄,转速1000-50000rpm可调节,旋转跳动精度1μm以内,有BT30、BT40、BT50、HSK A63、HSK A100等多种刀柄可选,把机床主轴拆下,换上增速刀柄,连接控制器就能使用,可夹持φ1-6.35mm的刀具柄径。

加工中心钻微小孔,加装增速刀柄是很不错的选择,将转速调整至将转速调整至19000转/分钟,只需3.5秒就能完成一个孔,这也是客户试验出来的经验,欢迎用户们参考。类型案例,也可以咨询春亨工具,15年专注高精密加工工具。
下一篇:已经是最后一篇了上一篇: PE材质去曲面合模线,用nsk砂带研磨机KBS-101
此文关键字:加工中心 铝件钻小孔 NAKANISHI 主轴增速刀柄


同类文章排行
- 加工中心钻500个0.8mm小孔,加装NAKANISH增速刀柄
- PE材质去曲面合模线,用nsk砂带研磨机KBS-101
- 铸钢合模线去毛刺,机械臂加装MSIY-40浮动主轴
- MSIY电主轴常用型号有哪些?可应用于哪些领域?
- 分板机高速主轴哪个牌子比较便宜?推荐MSIY电主轴
- 0.5mm立铣刀铣削钢件?加装NAKANISHI超高速气动主轴
- 30排刀机钻不同孔径小孔,用NAKANISHI主轴“一拖四”
- 气缸盖去毛刺,机械臂加装MSIY换刀浮动主轴
- 铝件钻6mm通孔怎样才能避免产生毛刺?
- 中西NAKANISHI超高速气动主轴HTS1501S-BT30
最新资讯文章
您的浏览历史
