
钻1*20mm小径深孔,用NAKANISHI中心出水主轴
文章出处:NAKANISHI高速主轴一级代理商
人气:-发表时间:2024-02-27 15:16:00
钻1*20mm小径深孔,加装CTS中心出水主轴,提高效率
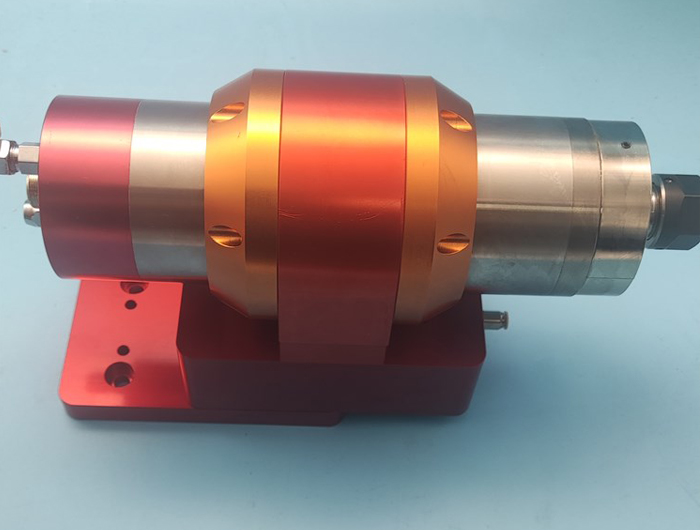
钻360个钻1*20mm的小径深孔如何钻孔效率?加装这款CTS中心出水电主轴,只需1.3秒就能完成一个孔。假如用普通主轴加工这种小径深孔,只能采用步进的方式加工,钻单个孔需要45秒,而使用我们的中心出水主轴,有助于冷却刀具,排出切削屑,不堵孔,一次进刀就能完成,效率大幅度提升。

使用中西NAKANISHI中心出水电主轴钻小径深孔,需要搭配中心出水的内冷钻头才能使用,这款CTS中心出水电主轴只能夹持3mm、3.175mm、4mm的刀具柄径,如需夹持更大的刀具柄径,钻更大的孔,则需使用BMS-4020-MQL中心出水电主轴,可夹持10mm以内刀具柄径。

中西NAKANISHI中心出水电主轴是专为小径钻深孔而研发的高速精密电主轴,有助于冷却刀具和排屑,避免堵孔和断刀的现象产生,提高小径钻深孔的效率,为国内解决小径钻深孔解决了难题。
下一篇:已经是最后一篇了上一篇: 发那科小黄机微小孔加工,加装中西高频铣可实现
此文关键字:小径深孔 中心出水主轴 NAKANISHI主轴



同类文章排行
- 钻1*20mm小径深孔,用NAKANISHI中心出水主轴
- 发那科小黄机微小孔加工,加装中西高频铣可实现
- NAKANISHI换刀主轴NR40-5100ATC与NR50-5100ATC区别?
- NAKANISHI自动换刀浮动主轴,机器人浮动去毛刺
- 工业机器人去毛刺主轴,就选MSIY浮动主轴
- HSK-A63增速刀柄哪个牌子好?推荐中西NAKANISHI
- NAKANISHI气动增速刀柄,15万转高速动力头
- 压铸铝去披锋毛刺,用MSIY-40高速电主轴
- 黄铜高精密铣削,用中西NAKANISHI高速电主轴
- 不锈钢圆柱体表面雕刻,用MSIY-40电主轴
最新资讯文章
您的浏览历史
